


ARTICLES
Feed Articles from Feed Processing

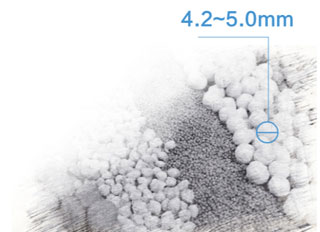
The preference of good-looking products on the fiercely competing market have had feed manufactures pay more attentions to the appearance quality of extruded feed pellets.
Muyang therefore... More »
Chin Sou Fei
Novus International Pte Ltd Singapore
Introduction
The daily ration of nutrients... More »
Ensuring Optimum Mixability In Feed Manufacturing: Part 2 - Effect Of Mixing Uniformity On Animals P
Effect Of Mixing Uniformity On
Animals... More »
Factors That Affect Mixer... More »
Mixer Testing
Routine mixer testing should be an integral part of the quality assurance program and should be
conducted quarterly. Procedures for mixer testing are relatively simple and... More »
Color-coded Tracers
Microtracerâ„¢ Rotary detector (Micro Tracers, Inc., San Francisco, CA 94124): Inclusion and subsequent
analysis for tracer particles is another method for mixer... More »
Conclusion
Feed costs comprise the single most expensive component in producing poultry or other types of
meat animals. As a result, effort to reduce nutrient variability within feeds... More »
Keith C. Behnke
Kansas State University USA
The process of extrusion has been around for nearly a century,... More »
Tim Herrman Extension State Leader Grain Science and Industry Procedures for Developing a Control Chart Step 1. Collect samples or measurements during... More »
Statistical Process Control: Techniques for Feed Manufacturing (part 1) Tim Herrman Extension State Leader Grain Science and Industry The application of... More »
The Effects of Diet Particle Size on Animal Performance - Part 1 Cereal grains are the primary energy source in swine and poultry diets. Therefore, not only must producers be concerned... More »
Particle Size and Alternative Grains The type of grain in the diet also will influence the pig's response to particle size reduction. Studies with high-fiber feed ingredients like... More »
