Hammer mill tip speed refers to the linear velocity at the outer tip of the rotating hammers, calculated from the rotor's rotational speed (rpm) and the diameter of the circle described by the hammer tips as they sweep through the grinding chamber. Tip speed — rather than rotational speed alone — is the parameter that most directly determines the impact energy delivered to ingredient particles during grinding.
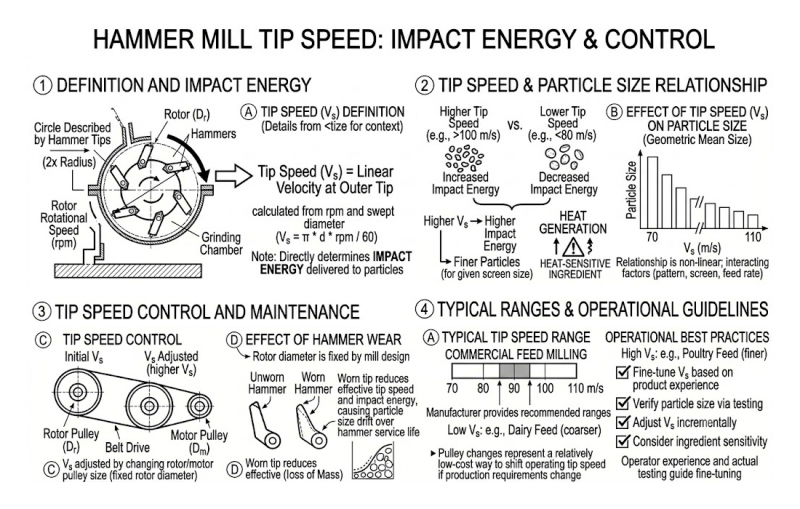
Higher tip speeds generally produce finer particle size distributions for a given screen size, since the increased impact energy more effectively shatters ingredient particles, but excessively high tip speed can also increase energy consumption disproportionately and generate more heat within the grinding chamber, which may be undesirable for heat-sensitive ingredients.
Typical hammer mill tip speeds in commercial feed milling generally fall within a range of roughly 70 to 110 meters per second, though the specific optimal value for a given application depends on the ingredient being processed, target particle size, and the specific mill design — manufacturers typically provide recommended tip speed ranges for their equipment as a starting point for operators to fine-tune based on actual production experience.
Tip speed is typically adjusted by changing rotor pulley sizing to alter motor-to-rotor speed ratio, since rotor diameter is generally fixed by the mill's design; many mills are operated within a specific tip speed range recommended by the manufacturer for the ingredients and target particle sizes typically processed, with pulley changes representing a relatively low-cost way to shift operating tip speed if production requirements change.
The relationship between tip speed and resulting particle size is not perfectly linear across all conditions, and factors such as hammer pattern, screen hole size and feed rate all interact with tip speed to determine final grinding outcome, meaning that tip speed adjustments are typically made incrementally with attention to actual particle size testing results, rather than calculated purely theoretically.
As hammers wear and lose mass at their impact edges over their service life, the effective tip speed and impact energy delivered can change even at a constant rotational speed, which is one reason some operators notice a gradual drift in particle size distribution over a hammer set's service life even without any deliberate change to mill settings.



 Yangzhou, China
Yangzhou, China 

