Die relief refers to the design of the discharge end of a pellet die hole, beyond the straight working length where compression occurs, and significantly affects how easily formed pellets exit the die and the resulting pellet density and surface characteristics. Three common relief designs are used depending on the formulation and desired pellet characteristics: standard relief, tapered relief and variable relief.
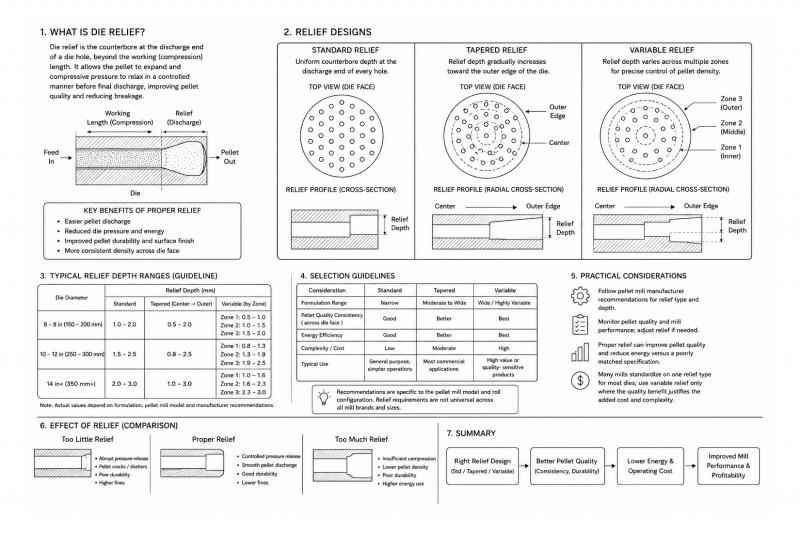
Standard relief dies have a uniform counterbore at the discharge end of every hole, providing the same degree of compression relief regardless of position on the die face. Tapered relief dies gradually increase the relief depth toward the outer edge of the die, compensating for the typically higher peripheral speed and different feed characteristics experienced at the outer holes compared to those nearer the die center. Variable relief dies take this concept further, with relief depth that varies more precisely across multiple zones of the die to fine-tune pellet density and quality consistency across the entire die face.
The underlying engineering rationale for relief beyond the simple working length is that the working length alone determines compression, while the relief section allows the pellet to expand slightly and the compressive pressure to relax in a controlled manner before final discharge, reducing the risk of the pellet cracking or shattering due to a too-abrupt pressure release at the die exit, which can occur with dies that have inadequate relief for the formulation being processed.
The choice between standard, tapered and variable relief is generally guided by die manufacturer recommendations specific to the pellet mill model and roll configuration in use, since relief requirements interact with the specific geometry of how material is fed into the die at different radial positions, meaning recommendations are rarely universal across all pellet mill brands and sizes.
Die relief selection is generally guided by the specific formulation being pelleted and the pellet mill manufacturer's recommendations, since the right relief design can meaningfully improve pellet quality consistency and reduce energy consumption compared to a poorly matched relief specification, particularly for mills processing a wide range of different formulations through the same equipment.
In practice, many feed mills standardize on a single relief type across most of their die inventory for operational simplicity, reserving the additional complexity and cost of variable relief dies for specific high-value or quality-sensitive product lines where the incremental quality improvement justifies the additional die cost and the more involved die specification process required.



