Choke-feeding describes a pellet mill operating mode in which the mash feed rate into the conditioner and die is deliberately maintained at the maximum level the machine can accept without stalling or jamming, effectively running the pellet mill at its full capacity limit rather than at a more conservative, comfortably sub-maximum throughput rate. The term reflects the idea of feeding the mill until it is essentially "choked" with as much material as it can process.
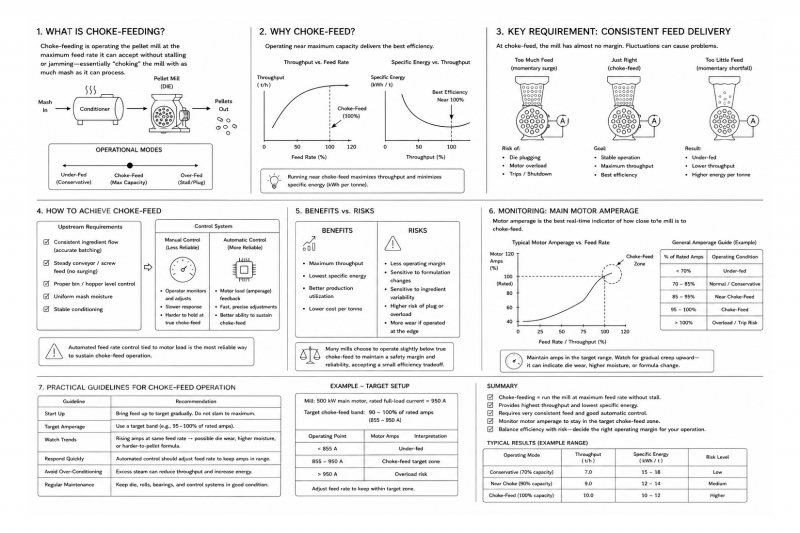
Choke-feeding is generally pursued specifically to maximize pellet mill throughput and minimize specific energy consumption per tonne produced, since pellet mills — like many continuous processing machines — often achieve their best efficiency figures when operating near their rated capacity rather than at a significantly lower, underutilized throughput rate.
Successfully sustaining choke-feed operation requires very consistent, well-controlled upstream feed delivery, since a pellet mill running at the edge of its maximum capacity has little operational margin to absorb upstream feed rate fluctuations — a momentary surge beyond what the mill can handle risks die plugging or motor overload, while a momentary shortfall defeats the purpose of choke-feeding by leaving the mill under-fed despite the operator's intention to run at maximum throughput.
Because of this sensitivity to feed consistency, choke-feeding is more readily and reliably achieved in mills with sophisticated, well-tuned automatic feed rate control systems than in mills relying on manual feed rate adjustment, since automated control can respond to small deviations far more quickly and precisely than a human operator monitoring gauges and making periodic manual adjustments.
The benefits of choke-feeding must be weighed against increased operational risk: running consistently at the edge of maximum capacity leaves less margin to absorb unexpected formulation changes, ingredient variability or minor equipment wear before a die plug or overload event occurs, meaning some operations deliberately choose to run somewhat below true choke-feed capacity specifically to maintain a comfortable operating margin, accepting a modest efficiency tradeoff in exchange for more robust, lower-risk operation.
Monitoring main motor amperage is the most common practical method operators use to gauge how close to choke-feed capacity a pellet mill is actually running, since amperage draw rises predictably as feed rate approaches the mill's maximum processing capability, providing real-time feedback that complements (and is often more immediately actionable than) simply tracking throughput tonnage alone.



 Yangzhou, China
Yangzhou, China 
 Esbjerg O, Denmark
Esbjerg O, Denmark 
 Bandırma, Turkey
Bandırma, Turkey 


