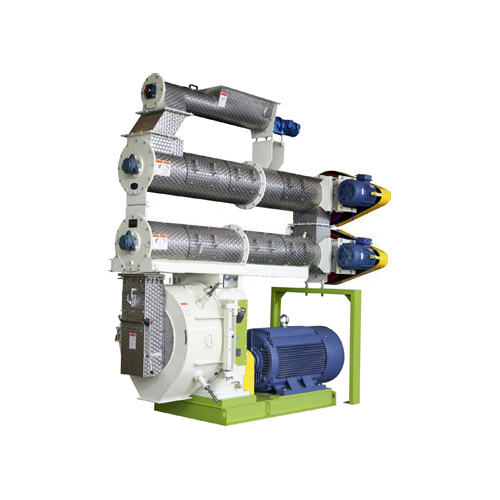
The pelleting operation is the production stage in which conditioned mash is compressed and extruded through a pellet die by the rotating roll assembly of a pellet mill, forming cylindrical pellets that are then cut to length by stationary knives as they exit the die and discharge into the cooling system. Pelleting is typically the central, defining process of a feed mill producing pelleted (as opposed to mash) feed products.
Pellet mill throughput, energy consumption and resulting pellet quality during the pelleting operation are influenced by the combined upstream performance of grinding and conditioning, along with the specific die and roll specifications selected for the formulation being processed — pelleting operation performance cannot generally be optimized in isolation from these upstream stages.
Knife adjustment — positioning the cutting knives that trim pellets to length as they emerge from the die holes — is a routine operational task during the pelleting operation, with knife distance from the die face affecting pellet length consistency, and knife sharpness affecting how cleanly pellets are cut versus crushed or torn at the cut point, the latter generating additional fines that reduce overall product yield and quality.
Pellet mill main motor load (amperage draw) is one of the most commonly monitored real-time indicators during pelleting operation, since amperage rises and falls in response to changes in the resistance the die and roll assembly encounter as they work the mash — sudden spikes can indicate die plugging or an obstruction, while a gradual upward trend over time at otherwise constant settings often points to developing die or roll wear.
Operators monitoring the pelleting operation typically track parameters including motor load (amperage), pellet mill throughput rate, discharge temperature and visual pellet quality, using these as real-time indicators of whether the process is running within normal parameters or whether adjustment to feed rate, conditioning or die condition may be needed.
Start-up and shut-down procedures for the pelleting operation also deserve particular attention, since pellet mills are typically more prone to die plugging or uneven loading during these transitional periods compared to steady-state running, with many mills following specific documented start-up sequences (such as introducing feed gradually rather than at full rate immediately) specifically to reduce the risk of problems during these higher-risk operational windows.



 Bandırma, Turkey
Bandırma, Turkey 
 Esbjerg O, Denmark
Esbjerg O, Denmark 
 Yangzhou, China
Yangzhou, China 


