Compression ratio (pellet die) is the ratio between the working length of a die hole — the straight bore through which mash is actually compressed — and the diameter of that hole, expressed as a number such as 10:1 or 12:1. A higher compression ratio means a longer working length relative to hole diameter, which subjects the mash to greater compression and friction as it is forced through the die, generally producing a denser, more durable pellet at the cost of higher energy consumption and faster die wear.
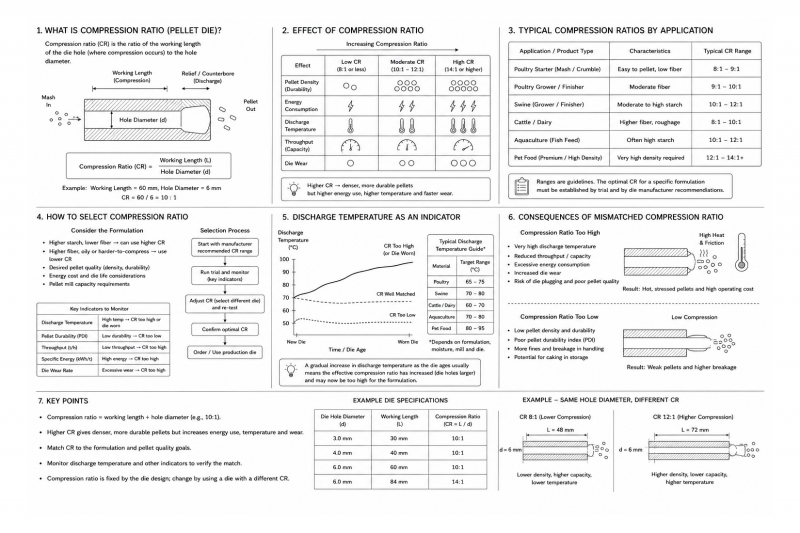
Compression ratio is one of the primary specifications used to select an appropriate die for a given formulation: denser, more easily compressed formulations (such as those higher in starch) often perform well with higher compression ratio dies, while more fibrous or harder-to-compress formulations may require a lower compression ratio to avoid excessive energy consumption, heat generation or die plugging.
Typical compression ratios used in commercial feed pelleting commonly range from around 8:1 for easily pelleted, low-fiber formulations up to 14:1 or higher for premium pet food or other applications demanding very high pellet density and durability, though the appropriate ratio for any specific formulation is generally established through trial and adjustment guided by die manufacturer recommendations rather than calculated from formulation composition alone.
Selecting a compression ratio that is too high for a given formulation can result in reduced throughput, excessive die wear and elevated discharge temperatures, while too low a compression ratio may produce pellets with inadequate durability — making this one of the most important specifications discussed between feed mills and die manufacturers when ordering replacement dies.
Discharge temperature is often used as a practical, easily measured indicator of whether compression ratio is well matched to the formulation being run: an unexpectedly high discharge temperature for a given formulation, especially if it develops gradually as a die ages, can signal that effective compression ratio has drifted (often due to hole diameter increasing slightly with wear) beyond what is appropriate for efficient, low-stress pelleting.
Because changing compression ratio generally requires changing the die itself (since working length and hole diameter are both fixed by the die's manufacture), compression ratio decisions are typically made at the point of die selection and ordering, rather than being something adjustable during day-to-day pellet mill operation in the way that, for example, roll gap or conditioning temperature can be tuned on the fly.



