


Producing small expanded pellets by single-screw aquafeed extruder
At present, aquafeed extruder has won some popularity in aquafeed industry. Expanded aquafeed, as a high- quality feed species featuring high feed intake, high conversion efficiency and environment-friendly advantage, has been more and more well recognized and accepted in market. With the enhancement of extrusion technology, more and more feed manufacturers would like to produce small pellet aquafeed through direct extrusion cooking instead of pelleting-crushing. The diameter of die hole for the extruder for aquafeed usually is 1.2 mm or 1.0 mm or 0.8 mm. Even a die with 0.6 mm die holes is required for producing expanded aquafeed in some feed mills.
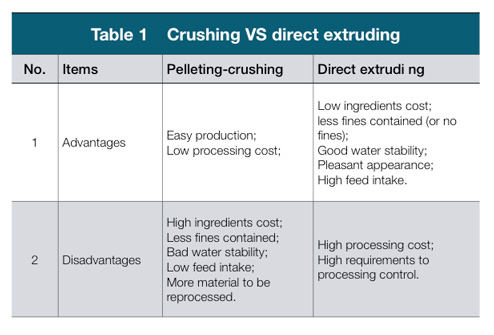
To produce small particle aquafeed by pelleting-crushing is more convenient and the cost is relatively lower. However, due to its high ingredients cost, high starch content, bad water stability and higher reworking rate, manufacturers would like to produce small pellet aquafeed by extruding directly, which has many advantages such as low ingredients cost, less fines generated, good water stability and pleasant appearance. However, producing small aquafeed pellets directly by extruding has a relatively
high processing cost because of technological complexity, especially when extruding with a 0.6 mm- hole die. On the other hand, the productivity reduction makes strict limits to technological configuration, resulting in a high processing cost.
Hereby, we’d like to discuss the requirements of technological configuration, technical parameters and relative attention points for the production of small pellet aquafeed, by ataking a 1.0 mm-die-hole single- screw extruder as an example.
1. Requirements for material fineness before extruding
Producing small pellet aquafeed by extruder makes strict requirements on the grinding fineness of raw materials. Theoretically, if 100% of ground material can pass through a 60-mesh screen, the extruder with a die of 1.0 mm die holes will be able to work normally. However, production practices have proved that the material of such fineness will cause die holes blockage after the extruder has run for a period of time. In this case, the coefficient of expansion will be turned large, the length of the extrudates will become longer as well. When more and more holes are blocked, the length of the pellet will not be able to satisfy the requirement even if the cutter speed is adjusted to the upper limit. Finally, the machine has to be stopped for cleaning the die holes.To enable the extruder to run stably for a long time, it is suggested to have such a grinding fineness that 100% (at least 98%) ground material can pass through a 80-mesh screen, and also the diameter of the biggest overs should not exceed 0.3 mm. With such particle fineness, the extruder can operate stably for a long time, and since the ground material is finer, the expanded pellets can obtain a smooth and pleasant appearance.
2. Requirements for and control of the equipment before extrusion
The processes prior to extrusion are grinding and sifting, so it is the grinder and the sifter that will guarantee the fineness of material to be extruded.2.1 Requirements for and control of grinder
The selection of grinder is the key of the whole process design. The grinding fineness is required to reach 80 meshes. Generally, a vertical pulverizer is adopted for grinding because the existing common hammer mill cannot meet the requirement. In addition, strict requirements are asked for the operating of ultra-fine pulverizer.
Take the Muyang ultra-fine pulverizer as an example, the fineness of ground material is controlled by adjusting the rotating speed of the grading impeller on the pulverizer. In order to ensure the material fineness for common fish feed, the transducer of the grading impeller usually should be controlled to about 40HZ, and the door of fan should be adjusted to have an opening about 20%. After that, slowly increase the feeding rate till the load on main motor has been increased to over 90% of full load, and then let the pulverizer run stably. In this case, the fineness of product ground by the pulverizer is usually over 80 meshes.
2.2 Requirements for and control of sifter
There will be a little of large particles mixed in the ground product after grinding. Meanwhile, there are also some latent impurities in the product during processing. Besides, some light fiber cannot be ground during grinding. If the mash mixed with big particles, impurities and fiber finally be sent to the extruder, part of them will possibly be “melted”, however, others will block the die holes when they just arrive there. Even if some fibers can pass through the die holes, part of them will adhere on the cutter when being cut, impacting the performance of cutter and the appearance of the extrudates.
Therefore, sifters with good performance should be provided before extruding process. In this respect, it is better to install a plansifter after pulverizer and to install an ultra-fine grading sifter before extruder.
The plansifter holes are usually of 40~60 meshes. As for the formula with little fat and good flowability, a sieve with 60 meshes holes is favorable; while for those formula of high-fat content and bad flowability, a 40-meshes sieve is proper.
A plansifter is good enough to remove impurities out of the product except fibers. Furthermore, there is quite a long distance from the plansifter to the extruding bin, within which hand-adding is normally carried out, on such conditions, impurities will be probably brought into the product due to hand-adding or maintenance etc. Concerning about this, an ultra-fine grading sifter must be installed before the extruding bin. The sieve cover for ultra-fine grading sifter usually is of 60 meshes.
3. Requirements for formulation
3.1 Starch content requirement
In order to find out the relationship among starch content in formula of common floating aquafeed and die hole diameter and floating ability, we carried out two sets of contrast tests, by which some data were got. In these tests, the starch ingredient used was wheat flour.
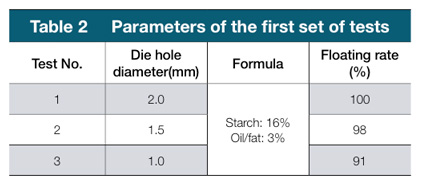
The first set of tests was to produce floating aquafeed with the same technological parameters and the same formula with 16% starch content and 3% oil/fat content, but dies of different hole diameters. The objective of this set of tests was to find out the relationship between die hole diameter and floating ability of aquafeed. As for detail data, please refer to Table 2 below:
The second set of tests was to produce floating aquafeed with the same technical parameters and the die plates of an equal small hole size, but with different formulas, aiming to find out the mini. starch content in a formula featuring 100% floating rate with the same die plate. See Table 3 below:
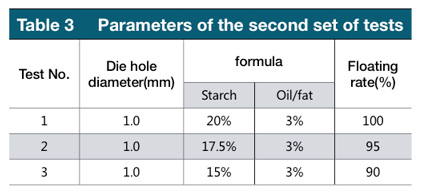
From the above two sets of contrast tests the following conclusions can be drawn: 1 As for producing floating aquafeed with large die hole diameter and low-fat formula, the starch content should be <20%; 2 While with small die hole diameter, the starch content in formula should be≥20%.
3.2 Effects of wheat, corn and flour effect on extruding
The wheat flour is recognized to be a relatively better starch ingredient. A test was once carried out on a same single- screw extruder with a same size die (1.0mm die hole), but three formulas with 26% corn, 26% wheat and 26% wheat flour respectively, other ingredients in the three formulas were the same. It was found out that with the same technical parameters, the floating rate of the formula with corn was lower than that with wheat, while that with wheat was lower than that with wheat flour. With wheat flour the floating rate was over 98% while that with corn was just about 80%. Furthermore, there were more fibers adhering on the cutter for corn, resulting in uneven kerfs and burrs on the surface of extrudates.
4. Attention points prior to extruding step
The twin-screw extruder has more advantages for producing extruded small aquafeed pellets. Its adjusting range is wider than the single-screw extruder, and also has better material adaptability. However, the single-screw extruder can also produce good quality small pellets if under good control.
4.1 Selection and installation of the cutter
Whether the selection as well as installation of the extruder cutter are reasonable or not is decisive to the appearance of the extrudates. It is recommended to adopt 0.3 mm thick soft knives with good elasticity for cutting small pellets. When installing the knives, each of them should be tightly against the die plate and a little bit curved.
It is suggested to adopt a cutting device which the clearance between the cutting blade and die plate is adjustable during production operation. Since the blade will be worn after being used for a period of time, which will leave a small prick on the pellet edge, influencing the trimness as well as the appearance of the pellet. With an adjustable cutting device, the clearance can be adjusted during operation without stopping, ensuring the extruder to work stably for a long time.
Take the single-screw extruder (power of main motor: 160KW, screw diameter: 165mm) as an example, when producing small pellets with a Ø1.0 mm-hole die plate, a cutting device with ten or twelve knives is usually used, and its rotating speed is about 1200~1400 rpm. If there are impurities blocking the die holes, the rotating speed of the cutter must exceed 1500 rpm so as to ensure the uniformity of pellets. So, as for a Grade 4 motor, the upper limit of frequency of an inverter must be over 50HZ.
4.2 Flow path cleaning
Most feed mills produce not only small expanded pellets but also large expanded pellets. As we all known, the requirement for grinding fineness of large extruded pellets is different with that for small extruded pellets. So the operator should pay attention to the following points when producing small pellets after the production of large pellets.
There will be some large impurities and fibers left in the flow path after the production of large extruded pellets. Prior to producing small extruded pellets, grind at least 10 tons of raw materials based on the requirement for producing small extruded pellets, and then sift them by a plansifter for small pellet extrusion (It is possible not to use an ultra- fine screen). In this way, large impurities and fibers will be cleared out of the flow path together with the finely ground materials.
4.3 Extrusion system cleaning
If the extruder has been made a halt for more than 8 hours, it is necessary to clean the whole extrusion system thoroughly, including the anti-bridging feeding bin, the feeding auger, the conditioner and the principle machine of extruder.
When cleaning the anti-bridging feeding bin and the feeding auger, it is necessary to empty the material in them, after that, blow compressed air into them for completely cleaning. Do not use tools like besom or brush for cleaning, because the fibrous components of such tools are possible to fall down and bring in more impurities.
When cleaning the conditioner, if the residues on the inner wall of the barrel and on the paddles are dry, use a scraper to remove them, and then flush them with compressed air for complete cleaning. If the residues are relatively wet, only the dry residue on the surface of cylinder’s inner wall needs to be scraped and removed out of the conditioner.
Since the single-screw extruder does not have the self-cleaning function like the twin-screw extruder, residues are inevitable after each machine stopping. After a period of time, the residues will be dewatered and become try and hard, which will block the die holes, even if there is a little, when starting a new production.
When cleaning the principal machine, inject steam into the extruding chamber for cleaning while keeping the screw static for 20~30 min, so as to soften the residues in the chamber. After that, start the motor and give the chamber a good flushing with sufficient water till clean water flows out.
5. Production process of small extruded pellets and troubleshooting
5.1 Startup of the extruder
It is able to startup the extruder for production after all is well prepared. At the beginning of a production, the feeding rate usually is 2/3 of that for normal production. Once mash flows out of the by-pass, first add steam into the extruding chamber, and when all condensate has been drained off at estimate, add water into the extruding chamber so as to prevent material in the chamber from aggregation because of too much moisture.
In the production of floating aquafeed, the moisture content in the product after conditioning is about 26~28% (that of sinking feed is about 30~33%) and the temperature is about 90~95°C (that of sinking aquafeed is about 80~90°C ). Do not start the motors for principal machine and cutting device until the material being conditioned as desired and the conditioner is running stably. The initial rotating speed of the cutting device is about 1200 rpm. After the start- up of main motor is completed, close the bypass to let the mash get into the extruding chamber for processing, then add some water and about 1~3% steam in the extruding chamber so as to get pleasant appearance of the extrudates (Steam is unnecessary for sinking aquafeed, but about 3% water is good for it).
Adjust the rotating speed of the cutting device according to the required pellet length after product is discharged out of the extruder. After that, check the shape as well as the main technical parameters of the extruder regularly.
5.2 Die blockage
Die bockage is the common trouble when producing small extruded feed pellets, which possibly is caused by incorrect operating as mentioned above.
When blocking, the length of pellets are uniform as desired at the beginning, but several minutes later, the length become longer, at this time it is necessary to increase the cutting speed to keep the length. If the situation still gets worse after accelerating the cutting speed for three times, it means there are foreign matters blocking the die holes. If further blockage occurs, moisture will be very low because of flash evaporation, resulting in increased motor current. In this case, adding more water won’t do any good. It is necessary to stop the extruder to clean the blockage when the cutter rotating speed exceeds 80% of its full speed, or when the pellet is of ugly appearance.
Prepare at least two die plates for producing small extruded pellet feed so as to ensure its steady production. Since cleaning time is long (2~3 hours), only one die plate prepared for production will influence the normal production. Clean the die holes by using a small drill bit less than 1.0 mm in diameter or a steel wire, or by immersing the die plate in hot water, and then blow it with compressed water.
6. Control of dryer
Since the product produced is of small size, it is necessary to have the opening of circulating fan of the dryer in a good control. Or else, the product will be blown into the middle of the dryer if the opening is too large, resulting in a non- uniform moisture content. Attentions must be paid to the distribution conditions of the product on the conveying belt, so as to adjust the opening of the circulating fan properly so that the extruded pellets are distributed uniformly on the belt.
Meanwhile, the temperature for drying small pellets is lower than that for drying big pellets due to its small output and easy operation. High-temperature quick drying is suitable for floating feed and the drying time should be controlled at about 20~30 min, while low-temperature slow drying is suitable for sinking feed, the drying time is about 40~60 min.
