


Avoiding Drug Carryover During Feed Processing and Delivery, Part 3
Segregation During Handling and Delivery Segregation can occur in ingredients and mixed feeds. A number of sites in the processing, handling, and transit of feed and feed components can produce conditions favorable to the segregation process (Table 3). Segregation of the drug from the medicated feed may lead to carryover and nonuniform concentration of the medication. Both situations may result in violative tissue residue in the market animal. Mixed feeds are subject to segregation due to differences in particle size, shape, and density. For example, feed ingredients can be evenly dispersed following the mixing process, become slightly segregated as they drop into the surge bin, experience some remixing during transport from the surge bin auger to the elevator leg, become segregated as feed is discharged from the leg and undergoes a free-air fall into the holding bin over the pellet mill, and be partially remixed as material is transferred into the conditioning chamber above the pellet mill. When pellets are formed, the segregation process ceases. The preparation of a meal feed ration may experience segregation and partial remixing throughout the entire handling process until the feed is consumed. Figure 2. Segregation - Rough Roads 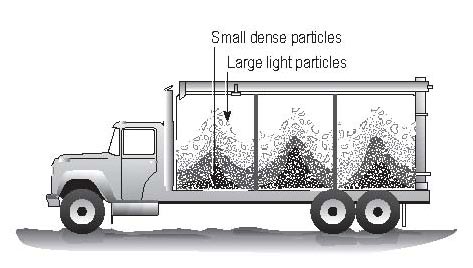
Particles tend to segregate when combined in a complete feed and there is a large size difference between ingredients (Figure 2). Particle shape affects the movement of a material through the air in a freefall situation. Flat particles will tend to fall slower and remain where they fall, whereas particles that are round or cuboidal will fall faster and tend to roll toward the storage wall (Figure 3). Particles with high density will be less affected by free-fall air resistance than those of low density. The less dense particles will tend to be carried toward storage walls by the air currents created in the bin.
Figure 3. Segregation - Free-Air Fall 
Management opportunities exist to reduce the amount of segregation that may occur in feed and feed ingredients (Table 4). Most feed rations contain between 60 and 70 percent ground grain; consequently, the particle size reduction process is critical. Routinely monitoring the grain after grinding will ensure that the desired particle size and uniformity is achieved. Many of the other feed ingredients are delivered in granular form. Purchasing specifications should be placed on particle size for potential problem ingredients, such as limestone, dicalcium-phosphate, salt, etc. The procedure for evaluating particle size is described in the Kansas State University Extension bulletin MF-2051, Evaluating Particle Size.
Table 3. Sources of Segregation Problems
| Sources | Possible Segregation Problems |
| Mixer surge bin | -Free-fall from mixer -Air pressure relief -Mill or equipment vibration -Electrostatic hang-up |
| Bucket elevator | -Free-fall at elevator discharge |
| Pneumatic conveying | -Segregation at cyclone collector -Free-fall from collector to bin -Feed angle of repose segregates particles by size |
| Holding bin, Bagging bin, Bulk bin, Bulk truck, Customer bin | - Free fall through air -Funneling during discharge accentuates segregation -Vibration of mill or equipment -Electrostatic hang-up |
| Dust collecting system | -Very fine particles tend to aspirate off -Residue dust is not thoroughly mixed back into feed |
Table 4. Overcoming Segregation Tendencies of Mixed Feed
| Property | Remedy |
| Particle size | -Grind ingredients to a uniform particle size range - Use liquids to agglomerate |
| Particle shape | -Process to more uniform particle shape range -If shape is a desired characteristic, use fat or molasses to agglomerate |
| Particle density | -Agglomeration is the most common way to overcome density differences -Finer particle size reduces tendencies to segregate because of density differences |
Another processing method that will reduce ingredient segregation involves the production of feed pellets. Although a pellet mill is less common for onfarm feed processors due to the capital and operating costs, individuals purchasing complete feed (or processing over 20,000 tons of feed annually) may consider this option. Another commonly used technique to reduce segregation is to add a liquid, usually molasses, fat, or water, to the feed formula. These liquids act to unite small and large particles into agglomerates, which maintain their homogeneity through the subsequent processing and handling. However, liquid addition may create as many problems as it solves. Feed may adhere to equipment and bins creating cleanout and possible feed cross-contamination problems. Proper application, equipment, and location of the spray bar on the nozzle can help avoid these problems.
Summary: of drug carryover and contamination in feed storage and production
Medicated feeds are important to animal health and growth promotion. Avoiding drug carryover during feed processing and delivery is essential when using medicated articles/feeds. Following the FDA's Good Manufacturing Practices will assist feed processors avoid cross-contamination and help ensure the production of safe meat, milk, and eggs destined for human consumption. Procedures to avoid cross-contamination between feed batches include assessing the risk and potential causes for drug carryover, preventative maintenance of feed processing equipment, and correct use of sequencing, flushing, and equipment clean-out procedures. Ingredients can segregate during feed handling and delivery. The causes and methods for avoiding these problems are discussed in this bulletin.
Credit Joseph P. Harner III, et al., Avoiding Drug Carryover During Feed Processing and Delivery, Kansas State University, March 1996.
