Mixing homogeneity, commonly quantified using the coefficient of variation (CV%), describes how evenly and consistently ingredients are distributed throughout a mixed batch of feed. CV% is calculated statistically from multiple samples taken across a mixed batch, measuring the variability in the concentration of a tracer ingredient (often a marker mineral or micro-ingredient) between samples — a lower CV% indicates more uniform mixing, while a higher CV% indicates greater variability and poorer mixing performance.
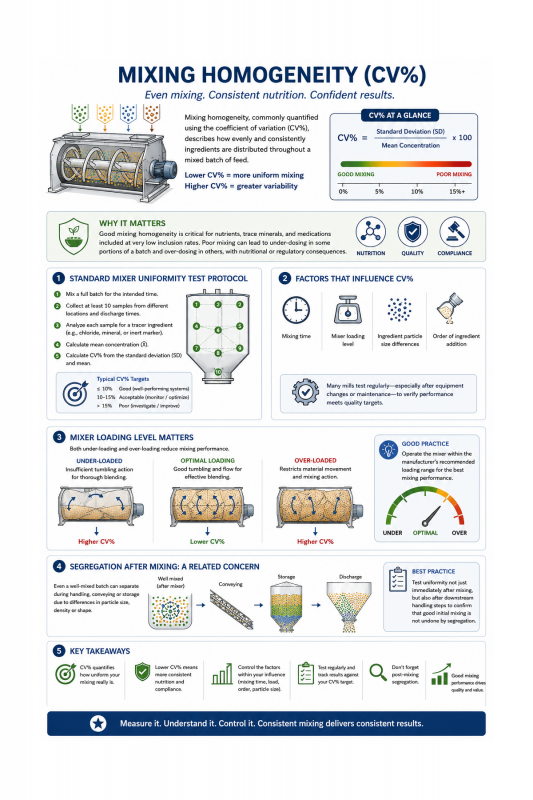
Achieving good mixing homogeneity is particularly critical for ingredients included at very low inclusion rates, such as vitamins, trace minerals and medications, since poor mixing can result in some portions of a batch receiving too little of a critical nutrient or drug while other portions receive too much, with potential nutritional or regulatory consequences.
A standard mixer uniformity test protocol typically specifies collecting at least 10 samples from different locations and discharge times across a single mixed batch, analyzing each for the concentration of a chosen tracer (commonly chloride, a specific mineral, or sometimes an added inert marker), and calculating CV% from the resulting set of measurements using a standard statistical formula relating standard deviation to the mean concentration found.
Mixing time, mixer loading level, ingredient particle size differences and the order in which ingredients are added to the mixer all influence the CV% achieved; many feed mills periodically conduct mixer uniformity tests, particularly after equipment changes or maintenance, to verify that mixing performance meets quality targets, often expressed as a maximum acceptable CV% (commonly 10% or lower for well-performing systems).
Mixer loading level deserves particular attention, since both under-loading and over-loading a mixer relative to its design capacity tend to degrade mixing performance — an under-loaded mixer may not generate sufficient tumbling action for thorough blending, while an over-loaded mixer restricts the free movement of material needed for the mixing mechanism (whether ribbon, paddle or other agitator type) to work effectively.
Segregation after mixing — where a well-mixed batch begins to separate again during subsequent handling, conveying or storage due to differences in particle size, density or shape between ingredients — is a related but distinct concern from mixing homogeneity itself, and is one reason some mills test uniformity not just immediately after mixing but also after the batch has passed through downstream handling steps, to confirm that good initial mixing is not undone by post-mixing segregation.




 Esbjerg O, Denmark
Esbjerg O, Denmark 
 Bandırma, Turkey
Bandırma, Turkey 
 Foshan, China
Foshan, China