


Tips for appearance quality control of extruded feed
The preference of good-looking products on the fiercely competing market have had feed manufactures pay more attentions to the appearance quality of extruded feed pellets.
Muyang therefore in here offers some operational tips to help eliminate appearance problems and add value to feed extrusion productions, with the support of our experienced service technicians.
The most common problems on the appearance of extruded feed are size difference, irregular shape, and poor pellet surface smoothness.
Size difference
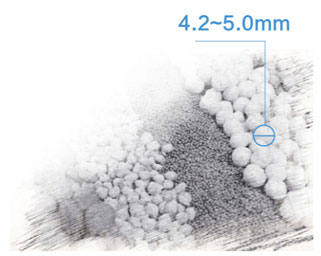
Size differences between feed pellets are inevitable in extrusion productions. An acceptable range therefore is defined to identify whether a pellet is qualified in size or not. Pellets that size in the range are “uniform” and qualified, while out of the range are nonconforming products and should not be delivered to customers.
For example, feed pellets that extruded out from 3.0mm die openings if ranging from 4.2mm to 5.0mm are acceptable, while of 3.5mm or φ6.0mm diameter is unacceptable. Therefore, to control extrusion process and prevent nonuniform finished pellets from production is very important.
There are four conditions, under any of which pellets of non-uniform sizes will be produced:
1) Feed mash and water added into the conditioner cannot be evenly mixed with each other because water added into the conditioner is not sufficiently atomized.
In this case, the water atomizing nozzle should be checked and cleaned thoroughly to make it free of any blockage.

2) Die holes blocked by large ground particles or foreign matters (usually are accumulated residues), especially when extruding small pellets.
Production problems in this case are easy to be identified. The finished pellets usually are uniform at the beginning of production, but this performance cannot sustain for a long time and pellets in large size and small size generated.
In this case, it has to stop the extruder to clean the die holes. In order to avoid die hole blockage, the ground particle size of raw material should not exceed 1/3 of the die hole.

3) Screw is worn out and end of life. This situation can be identified through the clearance between chamber inner wall and screw flight profile. The normal clearance is 1.5mm-2.0mm. When it larger than 5mm, pellets in different sizes are produced.
In this case, it is necessary to replace the worn screw with a new one.

4) Feed flow unevenly distributed to discharge at Venture tube because of severe wearing loss of the distributing cone.
In this case, the distributing cone should be replaced with a new one.
Quality problems related to pellet shape include unshaped pellets and pellets of irregular cutting ends. The reasons why such problems would rise are:
Irregular shape
1) Improper number of blades on the cutting knife, and improper knife speed. As we all know, no matter what kinds of extruded feed to be produced, the knife speed should not larger than 1,000RPM. And the number of blades on knife can be varied to meet the needs of the specific sizing job, especially when producing products in large size, too many blades will result in extruded pellets of wedge-shape.
2) Incorrect installation of knife blades. This problem usually refers to knife blade that cannot be installed to touch the surface of die plate, and usually generate pellets with burrs or uneven cutting ends, especially when hard blades are used for cutting.
In this case, readjust the installation of knife blades. And if soft blades are used, it is better to adjust the blades to touch the die plate with a tiny deformation.
3) Fiber residues adhering on knife blades. This is because the feed formula being treated is rich in fiber, which is not easily cut by knife blades, especially with soft ones. As the result, pellets of uneven cutting ends are produced.
This problem could be improved if hard blades are applied, or to substitute other material that with lower fiber content for the fiber-rich material in feed formula, or to use a sieve with finer holes for grinding.
4) Knife blades are broken because of the presence of hard foreign matters. In this case, broken blades should be replaced with new ones.
Poor pellet surface smoothness
In order to bring down energy consumption, many feed mills adopt hammer mills with sieve apertures larger than 1.0mm for secondary grinding in extrusion production. The large ground particles reduce the surface smoothness of pellet products.
Therefore, it is recommended to employ an ultra-fine pulverizer for the final grinding process, so as to ensure there are 85% ground particles passing through an 80 mesh screen.

{kind=link}